
技術文章
TECHNICAL ARTICLES 更新時間:2026-02-26
更新時間:2026-02-26 點擊次數:118
點擊次數:118
醫用注射針剛性測試儀操作規程
(依據標準附錄 C 剛性試驗方法,適用于0.2–3.4mm 硬直不銹鋼針管,不適用于易彎式針管)
一、標準與儀器基礎
1. 標準核心信息
標準號:GB/T 18457-2024(制造醫療器械用不銹鋼針管,2024-03-15 發布,2024-10-01 實施)
測試原理:三點彎曲法—— 針管兩端支撐、中點垂直加載,測量撓度值,判定剛性是否合格
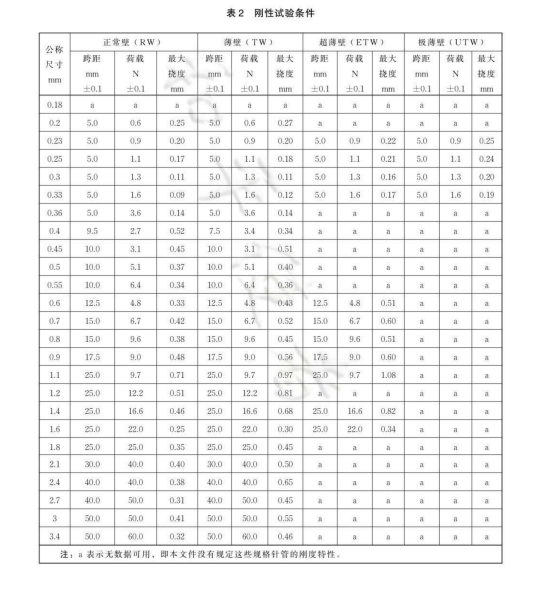
核心指標:跨距、加載力、加載速度、撓度限值(按針管規格查表 2)
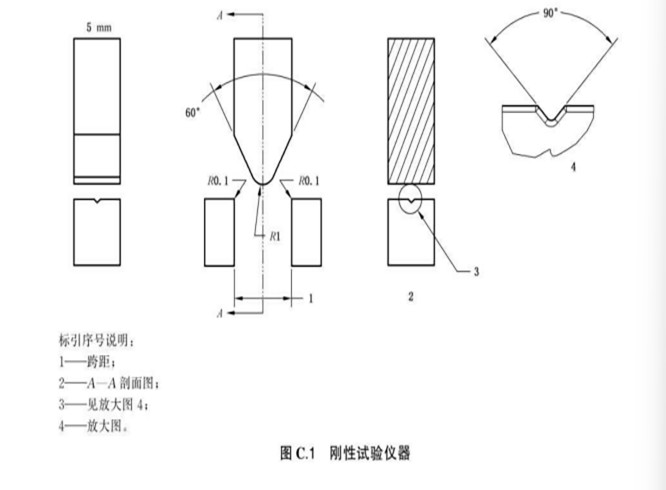
2. 儀器要求(附錄 C.2)
表格
部件 | 技術要求 |
支撐擱架 | 圓柱支點,直徑≤1mm,跨距按表 2 精準可調 |
施力推桿 | 鈍楔形(60° 夾角)、R1mm、寬≥5mm,垂直施力 |
力傳感器 | 量程 0–60N,精度 ±0.01N,分辨率 0.001N |
位移傳感器 | 撓度測量精度 ±0.01mm,分辨率 0.001mm |
驅動系統 | 加載速度1–10mm/min(推薦 1mm/min),勻速穩定 |
控制系統 | 觸摸屏,自動加載、數據采集、曲線生成、合格判定 |
二、測試前準備
1. 環境與儀器校準
環境:室溫23℃±2℃,無振動、無氣流干擾
儀器檢查:開機自檢,確認夾具、傳感器、驅動正常;力 / 位移傳感器定期校準(周期≤1 年)
跨距設置:按針管規格(公稱外徑)查表 2,精準調整兩支撐點間距
2. 樣品準備(關鍵)
抽樣:每批隨機抽取≥5 支針管,標記編號
預處理:取下針座 / 護套,保留完整針管;檢查無彎曲、毛刺、變形、劃痕
清潔:無水乙醇擦拭,干燥后測試;禁止預彎 / 預壓

三、標準操作步驟(嚴格執行附錄 C.3)
步驟 1:裝夾試樣(三點對齊)
將針管水平放置于兩支撐擱架上,針管中心線與擱架中心線重合
調整施力推桿,使其正對跨距中點,并與針管垂直
輕壓固定,確保針管無松動、無預應力;針尖 / 針尾不超出支撐點
步驟 2:參數設置(調用標準預設)
選擇對應針管規格(外徑 / 壁厚:正常壁 / 薄壁 / 超薄壁)
加載速度:設為1mm/min(標準推薦,1–10mm/min 可調)
目標載荷:按表 2 輸入對應力值
撓度記錄:開啟自動采集,
步驟 3:加載測試(勻速、無沖擊)
清零力 / 位移傳感器,啟動測試
推桿以設定速度勻速向下加載,直至達到目標力值
系統自動記錄:力 - 位移曲線、最大撓度值、加載力
加載完成后,推桿自動回位;每支針管僅測 1 次,不重復加載
步驟 4:數據記錄與判定
讀取撓度值(精確到 0.01mm),與表 2 限值對比
判定:撓度≤標準限值→合格;>限值→不合格
記錄:樣品編號、規格、跨距、加載力、撓度、判定結果
四、結果判定與報告
1. 合格判定
單支:撓度≤表 2 限值,且無斷裂、無變形
批判定:5 支全部合格則該批合格;≥1 支不合格,加倍抽樣(10 支),仍有不合格則判定批不合格
2. 測試報告(內容)
標準號:GB/T 18457-2024
樣品信息:規格、批號、數量、壁厚類型
儀器信息:型號、校準狀態
測試條件:跨距、加載力、速度、環境溫度
測試數據:每支撓度值、平均值、最大值
判定結論:合格 / 不合格
測試人、日期、審核人

五、注意事項(避免誤差)
裝夾嚴禁預彎:針管自然放置,無額外應力
對中必須精準:施力點嚴格在跨距中點,否則撓度偏大
速度恒定:禁止快速加載 / 沖擊,推薦 1mm/min
單次測試:每支針管僅測 1 次,重復加載會改變剛性
環境穩定:避免振動、氣流,防止數據波動
儀器維護:定期清潔擱架 / 推桿,校準傳感器,確保精度

掃碼加微信
服務電話:
15711100306 上海市嘉定區墨玉路28號嘉正國際12F
上海市嘉定區墨玉路28號嘉正國際12F
 2982156059@qq.com
2982156059@qq.com
 當前位置:
當前位置:
